About Keyence
KEYENCE has steadily grown since 1974 to become an innovative leader in the development and manufacturing of industrial automation and inspection equipment worldwide. Our products consist of code readers, laser markers, machine vision systems, measuring systems, microscopes, sensors, and static eliminators.
Our innovative products not only meet current needs but also future customer requirements in the manufacturing and R&D sectors. We strive to anticipate the market’s future goals to provide tomorrow’s solution today.
At KEYENCE, we pride ourselves not only on our products, but on our support as well. Our customers benefit from working directly with our highly knowledgeable sales engineers who can help them solve applications and answer technical product questions quickly.
Our business results are a direct result of the relentless focus on our business philosophies, and our success is recognised throughout the business world. KEYENCE has been continuously ranked in prominent company rankings such as “The World’s Most Innovative Companies” (Forbes), and we are among the top 5 companies in Japan based on market capitalisation as of Mar 2020.
Today, KEYENCE serves over 250,000 customers in 110 countries around the world, where our name stands for innovation and excellence.
Advertisement



Product portfolio of Keyence



Similar companies





Here you will find KEYENCE DEUTSCHLAND GmbH
See the theme worlds for related content
Topic world Sensor technology
Sensor technology has revolutionized the chemical industry by providing accurate, timely and reliable data across a wide range of processes. From monitoring critical parameters in production lines to early detection of potential malfunctions or hazards, sensors are the silent sentinels that ensure quality, efficiency and safety.
Topic world Sensor technology
Sensor technology has revolutionized the chemical industry by providing accurate, timely and reliable data across a wide range of processes. From monitoring critical parameters in production lines to early detection of potential malfunctions or hazards, sensors are the silent sentinels that ensure quality, efficiency and safety.
Last viewed contents
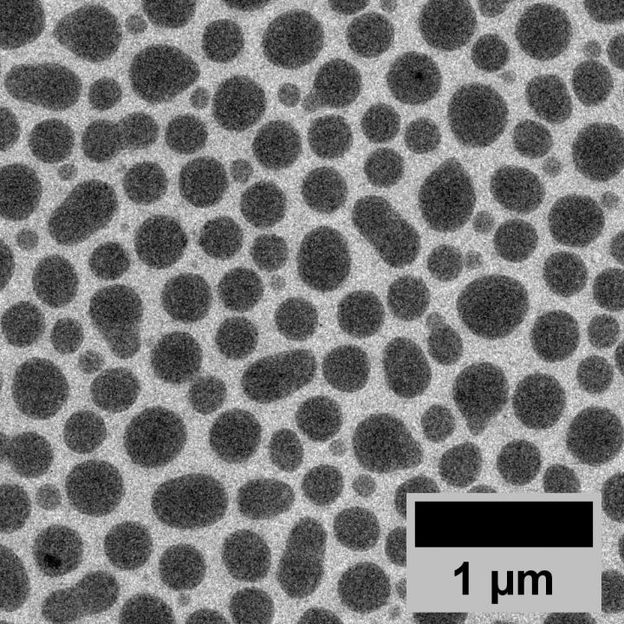
Why 'baking powder' increases efficiency of plastic solar cells
New catalyst produces cheap hydrogen
Spaleck GmbH & Co. KG - Bocholt, Germany
