GE Betz Facility for Membrane Regeneration Services Opens in Bakersfield
Advertisement



TREVOSE, PA, AUGUST 14, 2002 - GE Betz has opened a facility for regenerating membrane separation elements at its production complex in Bakersfield, California.
The proprietary process is designed for membrane elements that can no longer be cleaned effectively in the field and would otherwise have to be discarded. It can restore quality performance, extend membrane life and increase the time interval between cleanings at a fraction of the cost of membrane replacement. Permeate flow can be increased, with a corresponding decrease in differential pressure. The off-site cleaning process minimizes system downtime and eliminates chemical purchase, handling and disposal problems.
GE Betz can regenerate spiral wound, thin film, and cellulose acetate reverse osmosis, ultrafiltration and nanofiltration elements from all major suppliers in a full range of sizes.
According to Brian Manerdt, Bakersfield plant manager, the Bakersfield regeneration process has been reengineered to decrease turn-around times and improve restoration effectiveness. "Our closely controlled temperatures and proprietary mechanical features and specialty chemicals can provide superior results compared to the use of clean-in-place equipment at the customer's site."
"This new facility enables us to provide our customers with better service and added value," said George Oliver, GE Betz vice president and general manager.
The Bakersfield manufacturing and distribution facility is ISO 9002 certified and supplies the full line of GE Betz membrane separation treatment chemicals, including membrane compatible cleaners, biological control products, scale inhibitors, filtration aids, deposit control agents, dechlorinators, coagulants and flocculants. GE Betz also offers a diagnostic software program to help reverse osmosis users with the correct selection and dosage of antiscalants and cleaners.



Other news from the department research and development




















These products might interest you





Most read news












More news from our other portals





























Last viewed contents

Novel process developed to recover high value products from natural gas
ICIS extends presence in Russian market through MRC joint venture
R. STAHL still influenced by the economic crisis during Q2 - Confident forecast for full year 2010
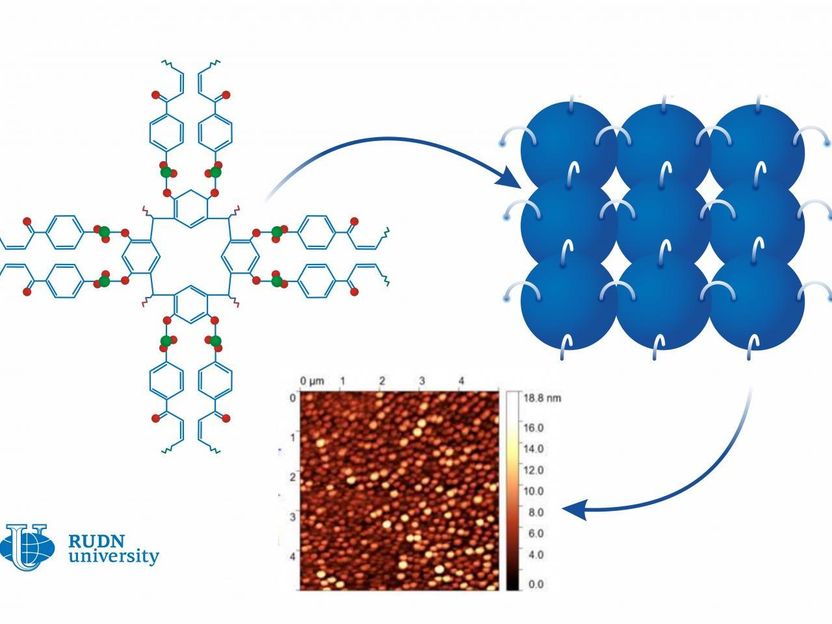
Chemist developed a new type of one-molecule thick water-repellent film - 2D organic nanofilms can be used to create protective hydrophobic or anti-corrosion coatings for organic electronics or to develop molecular filters
Labcyte Receives Patent for Producing Mono-Dispersed and Multi-Layer Particles with Focused Acoustics